熱門(mén)搜索:變壓器廠(chǎng),變壓器廠(chǎng)家,變壓器生產(chǎn)廠(chǎng)家
熱門(mén)搜索:變壓器廠(chǎng),變壓器廠(chǎng)家,變壓器生產(chǎn)廠(chǎng)家



聯(lián)系人:吳經(jīng)理
電話(huà):0635-8378889
電話(huà):0635-8322228
手機(jī):13336258888
手機(jī):13258996850
郵箱:1665971166@qq.com
Q Q: 1662981166
地址:山東聊城經(jīng)濟(jì)開(kāi)發(fā)區(qū)嵩山路19號(hào)
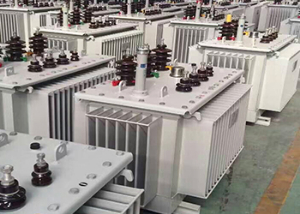
油浸式變壓器的生產(chǎn)和步驟是比較多的,對(duì)于油浸式變壓器在生產(chǎn)的過(guò)程中要注意它的主要的生產(chǎn)的方式和方法,對(duì)于一些主要的程序也是要進(jìn)行去了解和掌握的。常見(jiàn)的油浸式變壓器的主要的生產(chǎn)工藝和流程是怎樣的呢?來(lái)和油浸式變壓器廠(chǎng)的小編進(jìn)行詳細(xì)去了解一下吧:
家")
背景技術(shù):
目前國(guó)內(nèi)油浸式變壓器器身生產(chǎn)工藝采用如下工藝流程:
1.硅鋼片下料(含鐵心柱ABC及上下鐵軛片料);2. 器身疊裝(鐵心柱A、B、C及上、下鐵軛插裝成器身整體);3.另外借助繞線(xiàn)模具繞制低壓繞線(xiàn)a、b、c和高壓繞線(xiàn)A、B、C;4. 利用吊裝拆除器身上鐵軛;5. 在器身的三個(gè)鐵心柱上套裝線(xiàn)圈;6. 在器身上插裝上鐵軛,完成器身裝配。上述工藝方法存在以下缺點(diǎn):
1、鐵心生產(chǎn)與線(xiàn)圈生產(chǎn)分開(kāi)進(jìn)行,在器身套裝時(shí)需要將器身的上鐵軛拆下后在三個(gè)鐵心柱A、B、C上套裝線(xiàn)圈A、B、C,然后再將上鐵軛插裝在三個(gè)鐵心柱A、B、C上,這樣導(dǎo)致器身的上鐵軛片存在二次插裝過(guò)程,費(fèi)事費(fèi)力。
2、上鐵軛硅鋼片二次拔、插過(guò)程,容易造成抖片、壞片,造成變壓器空載超標(biāo)。
3、低、高壓線(xiàn)圈需要在特定的模具上進(jìn)行繞線(xiàn),線(xiàn)圈生產(chǎn)過(guò)程中不可避免的增加了模具成本。
4、由于低壓線(xiàn)圈是在模具上繞線(xiàn)而不是在鐵心柱上直接繞線(xiàn),線(xiàn)圈和鐵心柱之間要有線(xiàn)圈套裝時(shí)的裝配裕度,導(dǎo)致低壓線(xiàn)圈和鐵心柱之間有間隙,降低了線(xiàn)圈在抗擊外部短路沖擊時(shí)低壓線(xiàn)圈內(nèi)收變形的能力,間隙過(guò)小則會(huì)增大安裝難度。
技術(shù)實(shí)現(xiàn)要素:
本發(fā)明針對(duì)上述傳統(tǒng)的變壓器器身裝配工藝存在的缺點(diǎn)提供一種油浸式變壓器器身生產(chǎn)方法,本發(fā)明改變了傳統(tǒng)工藝器身生產(chǎn)中將鐵心疊片和線(xiàn)圈繞制分開(kāi)生產(chǎn)的模式,生產(chǎn)方法效率更高、產(chǎn)品質(zhì)量更可靠。
為實(shí)現(xiàn)上述發(fā)明目的,本發(fā)明所采取的技術(shù)方案為:
一種油浸式變壓器器身生產(chǎn)方法,它包括以下生產(chǎn)步驟:
(1)鐵心柱單獨(dú)理料:
按圖紙進(jìn)行硅鋼片下料,鐵心柱理料時(shí)按照A、B、C的順序完成理料,根據(jù)圖紙理料時(shí)A柱選定第一級(jí)片料循環(huán)的第N張片料后進(jìn)行理料,理料時(shí)記錄該級(jí)的片數(shù),依次按照?qǐng)D紙規(guī)定的片料理料,并記錄每一級(jí)片料的張數(shù),直到理完A柱;A柱理完后根據(jù)記錄的數(shù)據(jù)保證B柱、C柱每一級(jí)的循環(huán)方式和張數(shù)與A柱保持一致,保證器身裝配時(shí)順利插裝上、下鐵軛硅鋼片。
所述的硅鋼片下料后按照?qǐng)D紙?jiān)O(shè)計(jì)要求,借助定位工裝將器身的三個(gè)鐵心柱A、B、C單獨(dú)理料,定位工裝包括底座、兩跟平行的導(dǎo)柱,硅鋼片按照順序穿入導(dǎo)柱疊置,器身上、下鐵軛的料單獨(dú)轉(zhuǎn)往器身裝配區(qū)待用。
(2)刷涂固化劑:
在理料完畢的鐵心柱A、B、C上刷涂固化劑。
刷涂固化劑的范圍為距離鐵心柱接縫20mm內(nèi)側(cè)區(qū)域,刷涂完固化劑后推到鐵心柱固化爐中進(jìn)行固化。
(3)鐵心柱繞線(xiàn):
借助繞線(xiàn)設(shè)備繞線(xiàn)機(jī)按照?qǐng)D紙?jiān)诶砗玫蔫F心柱A、B、C上直接進(jìn)行繞線(xiàn),完成低壓繞線(xiàn)和高壓繞線(xiàn)。
(4)器身裝配:
鐵心柱繞完低、高壓線(xiàn)圈后在器身裝配臺(tái)上插裝上、下鐵軛。
將繞制完成高壓線(xiàn)圈的鐵心柱A、B、C擺在器身裝配臺(tái)上,根據(jù)圖紙調(diào)整好三個(gè)鐵心柱之間的相對(duì)距離及窗高方向的相對(duì)位置至設(shè)計(jì)值,在兩側(cè)進(jìn)行試插第一級(jí)及主級(jí)片形,上下鐵軛硅鋼片如果能夠順利插入,說(shuō)明繞制完成線(xiàn)圈的鐵心柱A、B、C擺放的相對(duì)位置正確,如
果選取的上下鐵軛片形不能順利插入,則根據(jù)圖紙繼續(xù)調(diào)整三個(gè)鐵心柱之間的相對(duì)距離及窗高方向的相對(duì)位置至設(shè)計(jì)值,直到選取的片形順利插入,插裝完成上下鐵軛的硅鋼片后,根據(jù)圖紙要求安裝絕緣木件及鋼夾件,器身裝配完成。
本發(fā)明的有益效果為:新工藝方法改變了器身生產(chǎn)中傳統(tǒng)工藝鐵心生產(chǎn)和線(xiàn)圈繞制同時(shí)進(jìn)行造成上鐵軛二次插裝、低壓線(xiàn)圈繞制借助繞線(xiàn)模具并且鐵心柱和低壓線(xiàn)圈之間有間隙的問(wèn)題,降低了油浸式變壓器器身的生產(chǎn)成本,有效的降低了變壓器的空載損耗,大大提高了
變壓器的抗短路沖擊能力,鐵心柱理料采用機(jī)械手進(jìn)行堆垛,低、高壓繞線(xiàn)采用自動(dòng)繞線(xiàn)機(jī)繞制,實(shí)現(xiàn)產(chǎn)業(yè)制造的升級(jí),提高產(chǎn)品質(zhì)量。
圖2為現(xiàn)有的傳統(tǒng)油浸式變壓器器身生產(chǎn)工藝圖。
具體實(shí)施方式
下面結(jié)合本發(fā)明實(shí)施例對(duì)技術(shù)方案進(jìn)行清楚、完整地描述,如附圖1所示,一種油浸式變壓器器身生產(chǎn)方法,它包括以下生產(chǎn)步驟:
1、鐵心柱單獨(dú)理料
按圖紙進(jìn)行硅鋼片下料,鐵心柱理料時(shí)按照A、B、C的順序完成理料,根據(jù)圖紙理料時(shí)A柱選定第一級(jí)片料循環(huán)的第N張片料后進(jìn)行理料,理料時(shí)記錄該級(jí)的片數(shù),依次按照?qǐng)D紙規(guī)定的片料理料,并記錄每一級(jí)片料的張數(shù),直到理完A柱。A柱理完后根據(jù)記錄的數(shù)據(jù)保證B柱、C柱每一級(jí)的循環(huán)方式和張數(shù)與A柱保持一致,保證器身裝配時(shí)順利插裝上、下鐵軛硅鋼片。
2、刷涂固化劑
在理料完畢的鐵心柱A、B、C上刷涂固化劑,刷涂固化劑的范圍為距離鐵心柱接縫20mm內(nèi)側(cè)區(qū)域,刷涂完固化劑后推到鐵心柱固化爐中進(jìn)行固化。鐵心柱固化爐選取的溫度與生產(chǎn)廠(chǎng)家選取的固化劑型號(hào)有關(guān)。
3、低壓繞線(xiàn)
將鐵心柱A在繞線(xiàn)機(jī)夾具上調(diào)整好中心位置后(保證繞制在線(xiàn)圈在圖紙要求位置),鐵心柱兩側(cè)對(duì)稱(chēng)緊固,在鐵心柱上進(jìn)行低壓繞線(xiàn),按照?qǐng)D紙的要求進(jìn)行出頭、換位、升層操作。
低壓繞線(xiàn)對(duì)繞線(xiàn)機(jī)的要求為固定鐵心柱的兩側(cè)夾具同時(shí)轉(zhuǎn)動(dòng),不同步性≤±0.3°
(1)+0.3°:順時(shí)針轉(zhuǎn)動(dòng)一周后(360°),主動(dòng)端為360°,從動(dòng)端為359.7°
(2)-0.3°逆時(shí)針轉(zhuǎn)動(dòng)一周后(-360°), 主動(dòng)端為-360°,從動(dòng)端為-359.7°
4、高壓繞線(xiàn)
鐵心柱的固定方式和低壓繞線(xiàn)過(guò)程一樣,在繞線(xiàn)機(jī)上輸入相應(yīng)的圖紙參數(shù)及適合的導(dǎo)線(xiàn)張力進(jìn)行繞線(xiàn),按照?qǐng)D紙的要求進(jìn)行出頭、換位、升層操作。
高壓繞線(xiàn)對(duì)繞線(xiàn)機(jī)的要求:夾具夾持鐵心柱繞制線(xiàn)圈時(shí),左右兩端通過(guò)鐵心傳遞扭矩實(shí)現(xiàn)同步卷繞,從動(dòng)端夾具沒(méi)有主動(dòng)力。
5、器身裝配
將繞制完成高壓線(xiàn)圈的鐵心柱A、B、C擺在專(zhuān)用的器身裝配臺(tái)上,根據(jù)圖紙調(diào)整好三個(gè)鐵心柱之間的相對(duì)距離及窗高方向的相對(duì)位置至設(shè)計(jì)值,在兩側(cè)進(jìn)行試插第一級(jí)及主級(jí)片形,上下鐵軛硅鋼片如果能夠順利插入,說(shuō)明繞制完成線(xiàn)圈的鐵心柱A、B、C擺放的相對(duì)位置正確,如果選取的上下鐵軛片形不能順利插入,則根據(jù)圖紙繼續(xù)調(diào)整三個(gè)鐵心柱之間的相對(duì)距離及窗高方向的相對(duì)位置至設(shè)計(jì)值,直到選取的片形順利插入,插裝完成上下鐵軛的硅鋼片后,根據(jù)圖紙要求安裝絕緣木件及鋼夾件,器身裝配完成。
以上是常見(jiàn)的油浸式變壓器的主要的工藝和流程以及生產(chǎn)的主要的方式和方法供大家進(jìn)行參考,對(duì)于油浸式變壓器您還有什么其他的疑問(wèn)的話(huà)請(qǐng)登錄我們的網(wǎng)站進(jìn)行詳細(xì)去了解吧!
聯(lián)系人:吳經(jīng)理 電話(huà):0635-8378889 8322228 手機(jī):13336258888 13258996850
郵箱:1665971166@qq.com Q Q: 1662981166 1665971166 地址:山東聊城經(jīng)濟(jì)開(kāi)發(fā)區(qū)嵩山路19號(hào) 技術(shù)支持:互聯(lián)縱橫
Copyright ?/ 山東光大變壓器制造有限公司 備案號(hào):魯ICP備16037094號(hào)-1 專(zhuān)業(yè)從事于變壓器生產(chǎn)制造,類(lèi)型多樣化,質(zhì)優(yōu)價(jià)廉, 歡迎來(lái)電咨詢(xún)!
熱門(mén)標(biāo)簽:變壓器廠(chǎng)家 (60)干式變壓器 (53)油浸式變壓器 (9)變壓器 (7)SCB14干式變壓器 (3)500KVA干式變壓器 (3)S20油浸式變壓器 (2)800KVA干式變壓器 (2)組成 (2)保護(hù) (2) 更多